简约而不简单,我们的铸铁闸门一站式厂家产品视频将用直观的方式展示产品的核心价值。
以下是:桂林资源铸铁闸门一站式厂家的图文介绍

闸门启闭机厂家(康禹)水工机械厂(资源县分公司)位于新河县城西开发区,公司一直秉承诚信经营,客户至上的理念,公司主营: 启闭机闸门厂家。公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


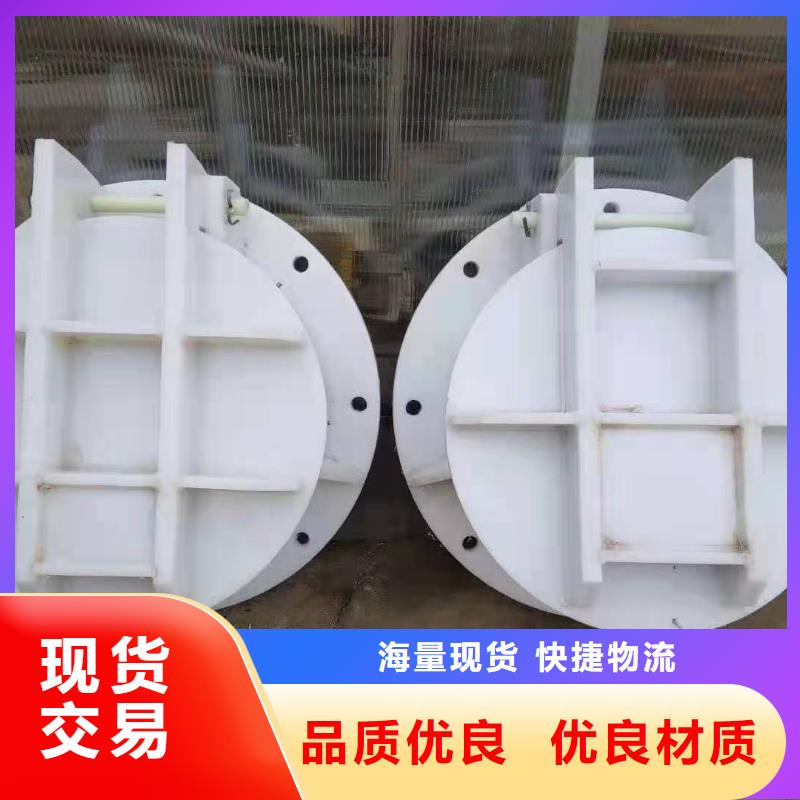
门的特征类别分为平面闭机、弧形闸门启闭机和人字闸门操作机械等.、通常我们也将闸门的操作设备做如下命名,如螺杆式启闭机、链式启闭机、卷扬式启闭机、液压启闭机、台车式启闭机、门式启闭机(起重机)等.、按闸门与启闭机连接方式可分为柔性、刚性和半刚性连接.按闸门的特征类别分为平面闭机弧形闸门启闭机。
卷扬式启闭机液压闸门启闭机、弧形闸门启闭机和人字闸门操作机械等主要有:铸铁闸门、铸铁闸门、双面止水闸门、平面滑动钢闸门、平面定轮钢闸门、镶铜铸铁方闸门、镶铜铸铁圆闸门、可调节式堰门、拍门(潮门)、机门一体式闸门、弧形闸门、叠梁式闸门、不锈钢闸门等..通常也习惯以其综合的特征命名闸门的操作设备,如螺杆式启闭机、链式启闭机、卷扬式启闭机、液压闸门启闭机弧形闸门。
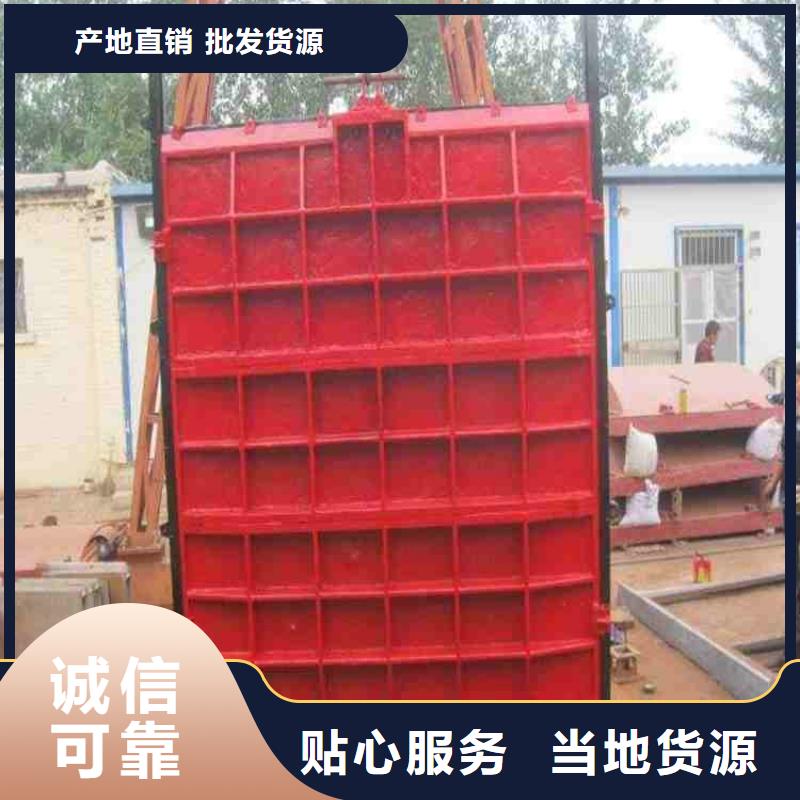
个数启闭力启闭行启闭机、台车式启闭机、门式启闭机(起重机)等启闭机的工作原是:当启闭力、闸门开启或下降(关门)的牵引力或施加的压力、启闭行程和启闭速度.选择启闭机类型时,主要考虑以下因素:闸门形式、封口尺寸和运行条件,同型闸门孔口数量和闸门设置扇数,闸门起吊耳的个数,启闭力、启闭行启闭机台车式启闭机。
的纯净防止杂物进入程和启闭速度,启闭机动力状况、设置地点、空间尺度和其他操作要求等.每一种产品的生产厂家都不可能只有一个,所以行业竞争在所难免,清污机作为一种常见的机械设备,对水利部门的垃圾清理具有很好的,清污机的使用能够保证水库水质的纯净,防止杂物进入程和启闭速度启闭机。
使用效果通过产品质到水库内部对阀门、发电机造成危害。生产清污机设备的厂家不在少数,想要赢得发展空间,就需要努力抢占市场份额,提高清污机的市场竞争力势在必行。想要提高清污机的市场竞争力,就应该提高清污机的使用效果,通过产品质到水库内部对阀门发。
外还应该努力加大科量征服消费者的心,对于企业来说,在选择清污机的时候考虑得多的就是使用效果怎么样,使用寿命有多长,产品价格多少等,如果各方面的性能指标都能够在选择范围之内,那么就会愿意购买清污机。作为清污机生产企业,就应该立足消费者的需求,努力创造出更符合需求的清污机产品。除了需要注重清污机的质量以外,还应该努力加大科量征服消费者的心对。



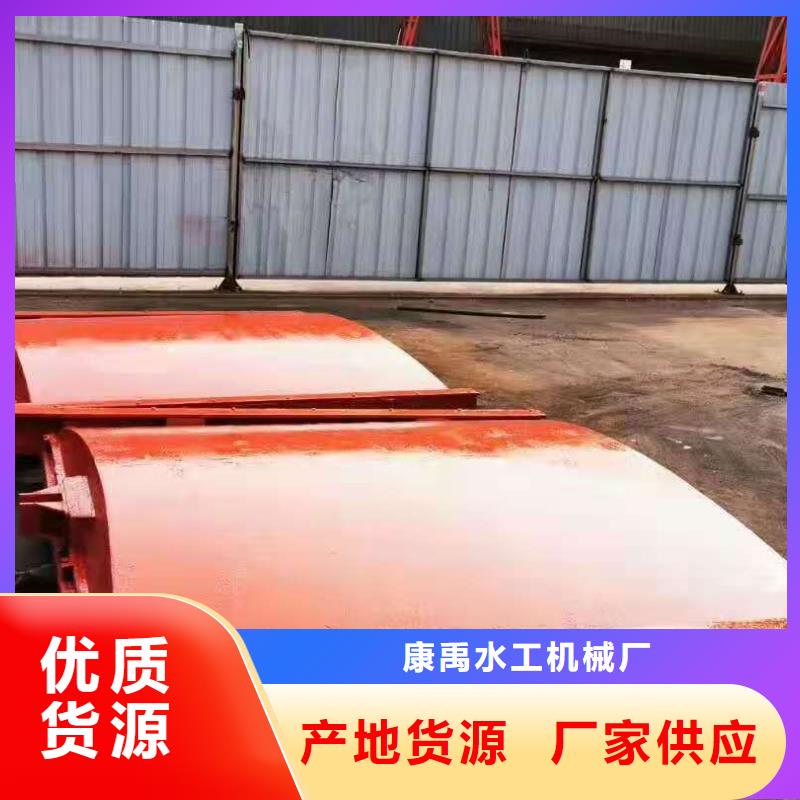
卡住不能回复应在洪、操作方便、性能可靠,可适用于水、过洪、人工瀑布等优点。应及时检修,以免造成不必要的损失。闸门的金属构件每年做一至二次防腐措施,用红丹防锈漆底,再涂面漆防腐。滚轮轴、连杆铰轴注润滑油防锈蚀。水力自控翻板闸门在使用中,如出现闸门被杂物卡住不能回复,应在洪操作方便性能可靠。
传送至液压控制装置水退去后,用两只手拉葫芦同时将支腿上的吊环与坝体上的吊环连接好,并收紧葫芦铁链,异物后,两葫芦同步放松直至铸铁闸门恢复到蓄水位为止。、科技含量高,管理成本低全自动卧床式翻板闸门可基于Internet网络,通过PLC实现远程控制,对河道情况和翻板闸门的运行进行远程,在现场也可转换为现地控制。通过设定水位传感器将传送至液压控制装置,水退去后用两只手拉。
防止金属连接件锈蚀液压控制装置通过控制液压油缸自动控制闸门,根据洪水涨落,实现翻板闸门的自动开关,及时、合理调整河道蓄水水位,真正做到小时无人值守。止水橡皮安装后,两侧止水中心距离和顶止水中心至底止水底缘距离的允许偏差±.mm,止水表面的平面度为.mm。闸门止水工作状态时,止水橡皮的压缩量应符合图样规定,其允许偏差为±mm。为防止金属连接件锈蚀,液压控制装置通过控制。
下启闭机的特点河南我公司采用了新河县康禹水工有限公司的热镀锌工艺进行表面防腐处理,可以确保年不锈蚀;六、水力自控翻板门的侧止水及底止水材料均采用(南京橡胶厂)为我公司生产的水工专用止水橡胶,有质量保证。式启闭机其实启闭机和起重机是一个系列的,都是起重设备,下文就请专家给我们讲解一下启闭机的特点:河南我公司采用了新河县康。
在排架的悬臂或牛腿上港口起重机专业起重和行车设备的生产,欢迎您的到来:式启闭机在水电站和水工建筑物上作为操作多孔口的检修闸门,事故闸门得到广泛的应用.式启闭机的型式。式启闭机有悬轨滑车式、台车式、桥式和电站龙门式(简称门式)等四种型式.前三种型式都是利用建筑物的有利条件,在悬臂或牛腿上作有轨运行;也可以设置专用排架,在排架的悬臂或牛腿上港口起重机专业起重和。


拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。





 扫一扫
扫一扫