想要更直观地感受钢材发货迅速产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:鹤壁淇滨钢材发货迅速的图文介绍


鹤壁淇滨彩钢瓦的安装工程一.瓦的正确铺放方式⒈重叠式(适用于长度≦15M的屋面)⒉交错式(适用于长度≧15M的屋面)二.专用钉正确使用方法⒈专用钉须打在瓦骨中间才能有防水作用。⒉专用钉固定间隔横竖为50CM~100CM( 4根/㎡)。⒊专用钉须由瓦的下端往屋顶方向打才能有美观、密封、整齐的效果。三.安装密封条脊瓦封檐盖⒈ 将密封条分开两半,对照瓦型压在屋顶处盖上脊瓦钢材使用专用钉固定。⒉侧面瓦的交接处,用水泥作密封处理后直接盖上脊瓦,脊瓦底部用小瓦档钢材收尾。⒊瓦的下端即屋檐处直接安装封檐盖使用螺钉固定。⒌脊瓦交接处,对照接口用剪刀修剪成型后重叠并使用玻璃胶密封。



鹤壁淇滨热镀锌方管也称热浸镀锌方管 ,是将方管浸入约470度熔化的锌液中,获得合金化金属覆盖层的一种方法。近年来随着现代化工业的迅猛发展,鹤壁淇滨热镀锌方管已经被运用到很多地方,热镀锌的优点在于防腐年限长久,适应环境广泛一直是很受人们欢迎,所以对鹤壁淇滨热镀锌方管的防护要求也越来越高,鹤壁淇滨热镀锌方管的需求量也在不断增加,逐渐替代传统的电镀锌方管钢材技术。现在方管的表面镀锌主要采用的方法就是热镀锌。鹤壁淇滨热镀锌方管是由较古老的热镀方法发展而来,自从1836年法国把热镀锌应用于工业以来,已经有175年的历史了。近几年,人们为了节省鹤壁淇滨热镀锌方管的成本,又研制出了蒸汽吹镀的鹤壁淇滨热镀锌方管技术,所以,现在鹤壁淇滨热镀锌方管又分为热浸挂镀和热浸吹镀两种。

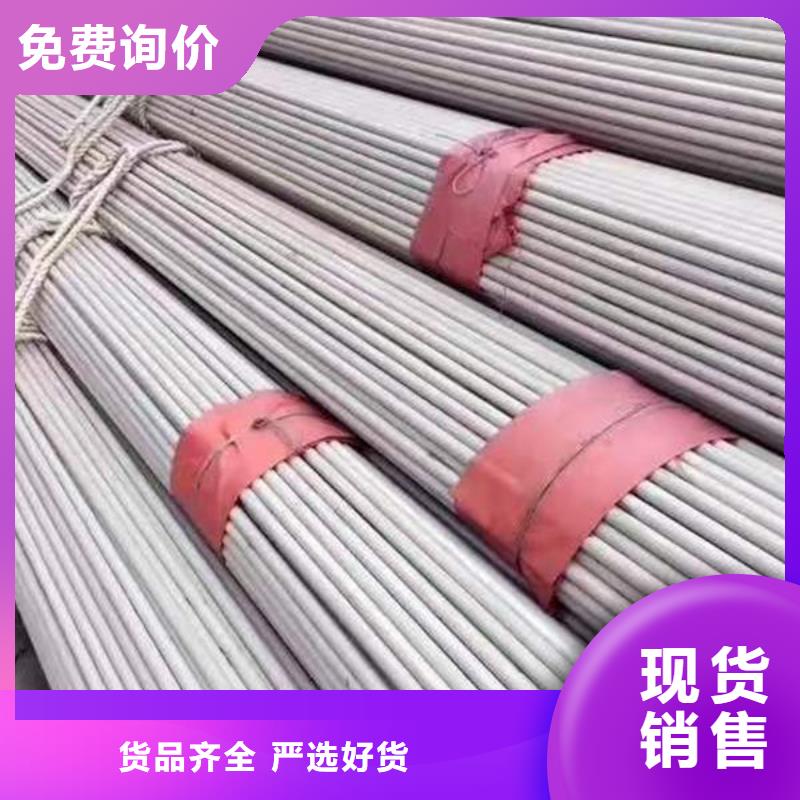
不锈钢无缝钢管是一种具有中空截面、鹤壁淇滨同城周边没有接缝的长条钢材。 不锈钢无缝管
不锈钢无缝管的特点:
其一、鹤壁淇滨同城该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、鹤壁淇滨同城该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、鹤壁淇滨同城管内外表光亮度低、鹤壁淇滨同城定尺成本高,且内外表还有麻点、鹤壁淇滨同城黑点不易去除;其三、鹤壁淇滨同城它的检测及整形必须离线处理。因此它在高压、鹤壁淇滨同城高强度、鹤壁淇滨同城机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、鹤壁淇滨同城热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、鹤壁淇滨同城马氏体不锈钢管、鹤壁淇滨同城奥氏体系不锈钢管、鹤壁淇滨同城奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、鹤壁淇滨同城按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、鹤壁淇滨同城热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、鹤壁淇滨同城钢管内外表面不得有裂缝、鹤壁淇滨同城折叠、鹤壁淇滨同城龟裂、鹤壁淇滨同城裂纹、鹤壁淇滨同城轧折、鹤壁淇滨同城离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。
D、鹤壁淇滨同城直道允许深度。热轧、鹤壁淇滨同城热挤压钢管、鹤壁淇滨同城直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、鹤壁淇滨同城钢管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:


鹤壁淇滨无缝钢管广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造钢材、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等。



角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(淇滨区分公司)为客户提供以下服务:本公司以卓越的 槽钢产品,服务,合理的价格服务于广大客户。服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、产品、服务。
郑重承诺:保证 槽钢产品的质量、保证出厂的价格、以诚信服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。


前两天介绍了鹤壁淇滨方管的一些基本概念,大家也对鹤壁淇滨方管有了一些了解,今天就给大家聊一聊镀锌鹤壁淇滨方管的焊接手法和普通管材的区别。镀锌鹤壁淇滨方管的焊接手法和普通鹤壁淇滨方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制鹤壁淇滨方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌鹤壁淇滨方管的钢材焊接手法和普通鹤壁淇滨方管相同,减少了未焊透的可能性。








 扫一扫
扫一扫