


 扫一扫
扫一扫

10#20#代表意思
10与20代表的它们的含碳量.在GB9948中,10C含量为0.07-0.14而20C含量为0.17-0.24.C的含量越高,它的硬度及强度越高,但韧性和塑性会越低,可焊接性越差.所以容器中要求压力容器用钢,C含量不能超过0.25%.所以10钢会比20钢在胀接时的可靠些,不容易出现裂.但在设计时,10钢会比20钢更费材,因为它的许用应力会小些 10#精密钢管焊接性较好


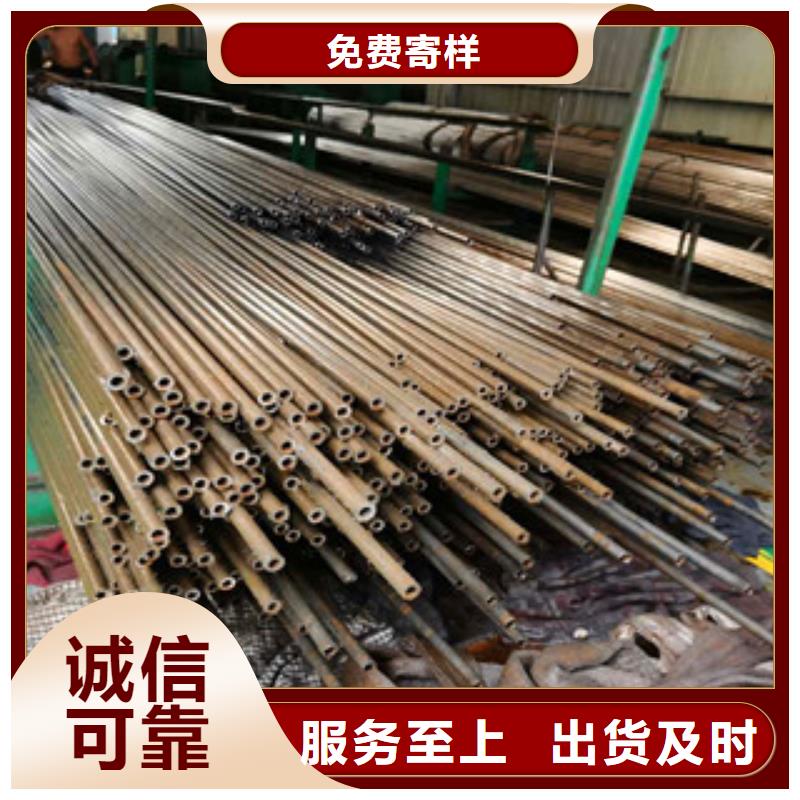
精密钢管的生产方法
大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据钢材加工温度不钢材同以分冷加工和热加工两种。钢材的主要加工方法有:
轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压
加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。分冷轧、热轧。
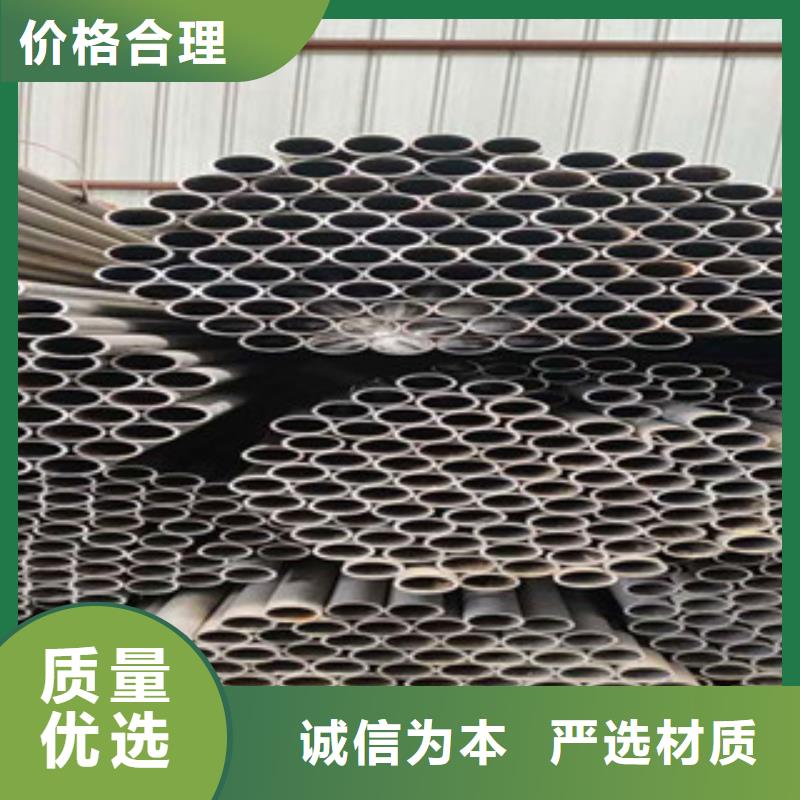
锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺钢材寸较大的材料。
拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。
挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材钢材



经过年的稳健经营与拓展,现已成为集 广东韶关精拉无缝钢管设 计、开发、制造与销售为一体的实业型企业。 龙丽金属材料有限公司主要经营 广东韶关精拉无缝钢管,以好的质量,齐全的 广东韶关精拉无缝钢管产品,全方位的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供全方位的服务,愿与每位客户携手共进,共创美好未来!



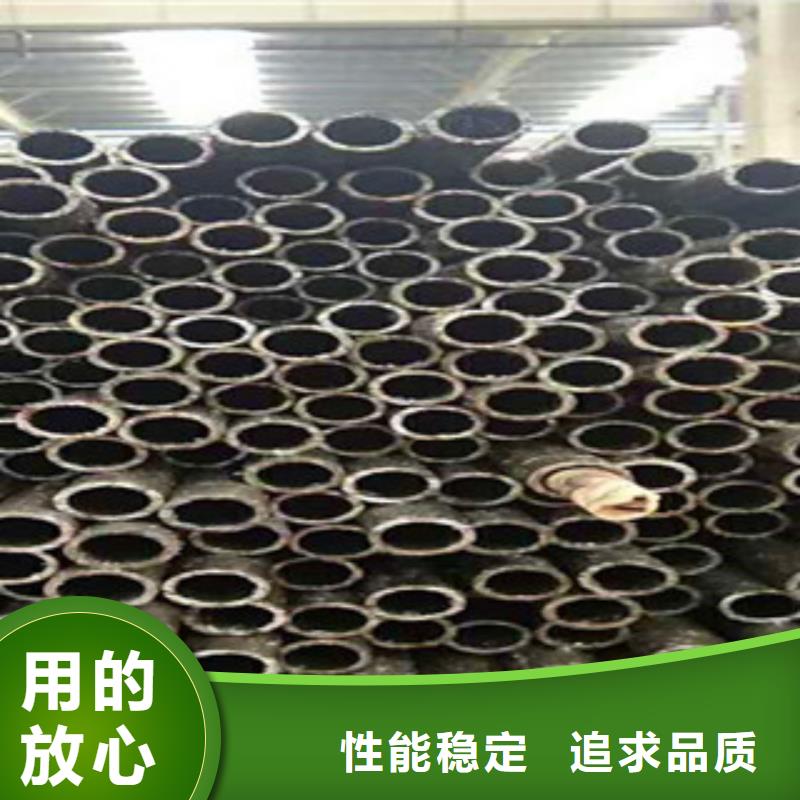
精密钢管挤压工艺参数
包括挤压温度、挤压速度和挤压比。挤压温度随合金不同而异。各种金属和合金管材的挤压温度列于表1。挤压速度取决于合金种类、 塑性温度范围、产品表面质量、组织和性能、形状和规格、锭坯种类和状态、挤压方法、变形程度、工具允许的压力、挤压机能力等。各种金属和合金管材的金属流出速度列于表2。
管材生产的挤压比一般都在较宽的范围内变化,主要取决于挤压机能力、挤压筒大小和合金种类等因素。厚壁铝合金管的挤压比应大于8,但不宜过大,以保证所需的性能。采用焊合法挤压时,挤压比应大于25。紫铜管的挤压比为250左右;a黄铜的为60~300, β黄铜和(α+β)黄铜的可达到700左右;青铜的挤压比为50~100;白铜的挤压比大致为80。钛及钛合金管材的 挤压比为100。



技术支持:s797.com